
Your micro pump product design may begin with a compact pump, but the final performance of the device depends on much more than airflow or vacuum alone. Flow capacity, pressure range, sealing performance, motor type, heat control, noise level, material compatibility, and control method all influence whether the system can operate reliably in real working conditions.
These 10 micro pump product design facts are important because pump performance is determined by the complete system, not only by the pump itself. Open-air flow, back pressure, vacuum sealing, tubing resistance, valve load, filter restriction, motor efficiency, noise and heat behavior, material selection, and control strategy all affect long-term stability, output consistency, and overall device reliability.
Based on more than 20 years of engineering experience, many OEM micro pump integration problems are not caused by pump quality alone. In many cases, the real issue is that the pump was selected according to a single attractive specification, while the complete product required a more balanced system-level design approach.
Why Does Open-Air Flow Mislead Micro Pump Product Design?
Your pump may appear powerful during a simple airflow test, but that number may not represent the actual working flow inside a finished device.
Open-air flow is only a reference value. It shows pump performance under minimal resistance, but it does not reflect how the pump behaves after filters, valves, tubing, silencers, or pressure chambers are connected.
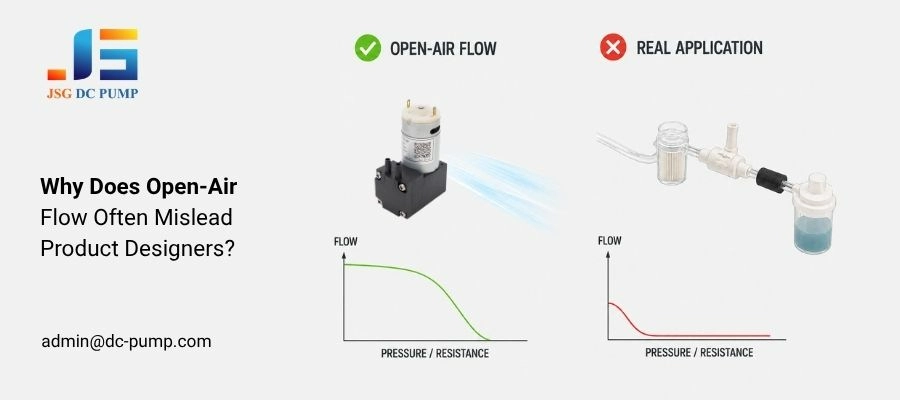
A micro pump should always be tested under conditions close to the final application environment. If the product includes filters, check valves, narrow tubes, or liquid resistance, these components should be included during validation. Otherwise, the selected pump may perform well during early testing but become insufficient after final assembly.
Key points engineers should verify:
• Real flow after filters and valves are installed
• Pressure loss caused by tubing length and diameter
• Output reduction under continuous operation
• Airflow stability after complete system integration
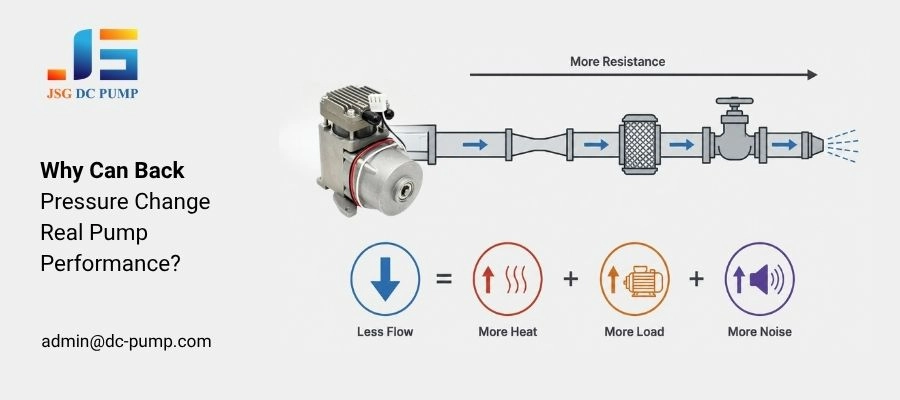
Why Does Back Pressure Matter in Micro Pump Product Design?
Your device may require stable pressure, but every restriction on the outlet side changes the pump operating point.
Back pressure affects the balance between flow and pressure. As outlet resistance increases, the pump normally delivers less flow while motor load, heat, and noise rise. A pump that performs well at zero pressure may not maintain the same output once the outlet side becomes restricted.
Important design considerations include:
• Higher pressure resistance often reduces practical flow
• Small nozzles can create more load than expected
• Long or narrow tubing increases pressure loss
• Filters and valves add resistance during operation
• Bench testing may hide real pressure-side conditions
For OEM product development, engineers should validate both free-flow performance and loaded pressure performance before final pump selection.
Why Does Vacuum Level Depend on the Complete System?
Your pump may have a strong rated vacuum value, but leakage, oversized chambers, or weak sealing can still reduce final suction performance.
Vacuum capability depends on both pump performance and system structure. A high-vacuum pump can only maintain stable suction when the complete system includes reliable sealing, suitable chamber volume, compatible materials, and stable valves.

Critical vacuum system factors include:
• Leakage reducing vacuum holding ability
• Large chambers slowing vacuum response time
• Loose tubing weakening suction efficiency
• Valve instability affecting pressure retention
• Poor sealing materials causing gradual leakage
• Filter restriction slowing airflow response
In many compact medical, laboratory, and beauty devices, vacuum stability is more important than peak vacuum value alone.
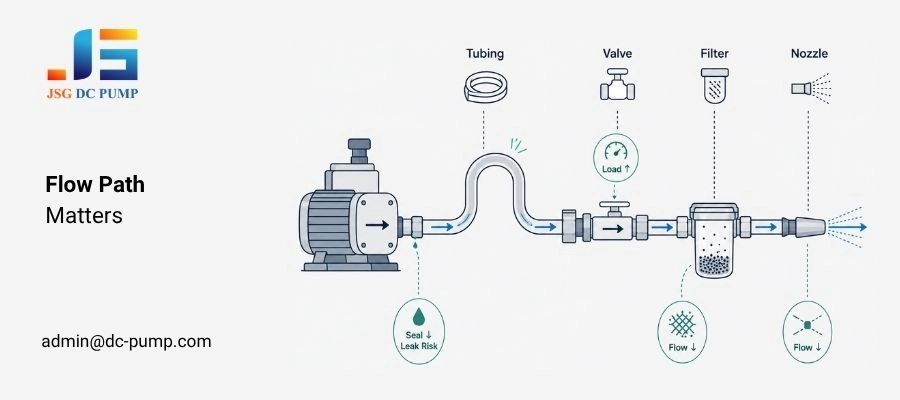
Why Do Tubing, Valves, Filters, and Nozzles Matter So Much?
Your pump may be correctly selected, but external components can quietly change the real operating load.
Tubing, valves, filters, and nozzles define the actual flow path. If these components become too restrictive, the pump must work harder, leading to unstable output, higher noise, and reduced efficiency.
Common hidden design risks include:
• Tubing diameter too small for target flow
• Filter resistance increasing after dust accumulation
• One-way valves creating additional cracking pressure
• Nozzles reducing total flow while improving spray shape
• Tight tube bends increasing pressure loss
• Poor sealing causing unstable vacuum recovery
Even small system restrictions can significantly change pump behavior during long-term operation.
Why Is Motor Type Important for Micro Pump Selection?
Motor type affects lifetime, heat behavior, noise level, speed control, and output consistency.
Brushed motors are often suitable for cost-sensitive or intermittent-use applications, while brushless motors are better for longer working cycles and stable continuous operation.

Key motor selection factors include:
• Brushed motors fit moderate-duty applications
• Brushless motors support longer service life
• High duty cycles require better heat management
• Noise-sensitive devices benefit from smoother motor operation
• Stable long-term performance often favors brushless platforms
For portable medical devices, sampling instruments, and continuous-use systems, brushless diaphragm pumps are often a more stable long-term solution.
Why Can Noise and Heat Reveal Hidden Pump Matching Problems?
Your pump may achieve the required flow or vacuum target, but abnormal noise or heat can indicate hidden system matching problems.
Noise and heat are often early warning signs of:
• Excessive system load
• Poor mounting structure
• High motor stress
• Restricted airflow path
• Housing resonance
• Incorrect operating voltage
• Limited ventilation space
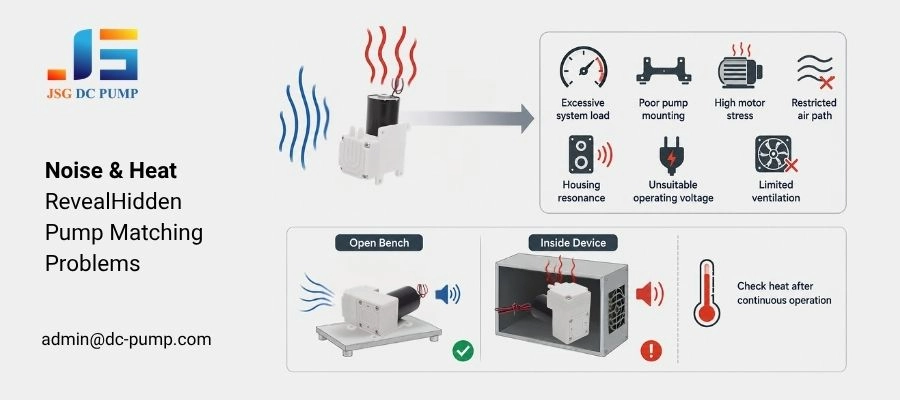
For compact devices, engineers should test the pump inside the real housing instead of only on an open bench. A pump that sounds acceptable in free air may become much louder after installation.
Thermal testing is also important because limited ventilation can increase motor temperature and shorten service life.
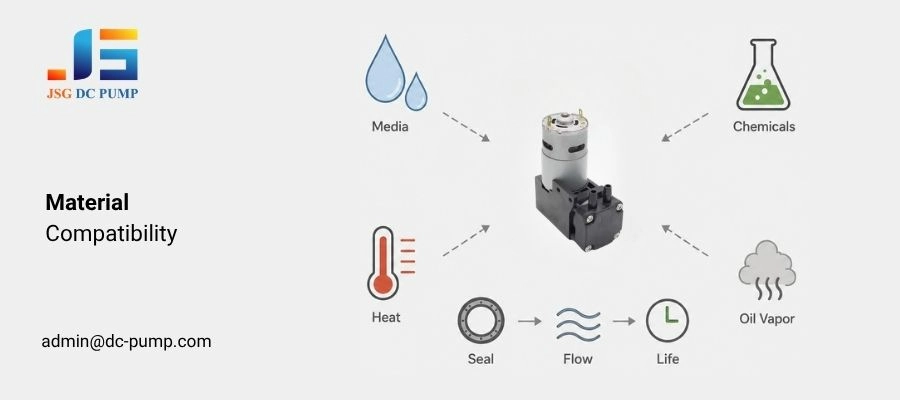
Why Should Material Compatibility Be Checked Before Final Pump Selection?
A pump may operate normally during early testing, but unsuitable materials can gradually cause performance decay after exposure to moisture, chemicals, oil vapor, gas mixtures, or high temperatures.
Material compatibility directly affects:
• Diaphragm lifetime
• Valve sealing performance
• Gasket stability
• Pressure retention
• Vacuum holding ability
• Resistance to swelling or cracking
This is especially important for medical equipment, laboratory systems, beauty devices, food-related equipment, and gas sampling applications.
Before mass production, OEM projects should confirm:
• Working medium
• Operating temperature
• Duty cycle
• Expected product lifetime
• Chemical exposure conditions
Early validation helps avoid long-term flow loss, leakage, or vacuum instability.
How Can You Choose a Better Micro Pump Product Design Direction?
A product may use the correct pump model, but unstable voltage or unsuitable speed control can still create flow fluctuation, pressure instability, or unnecessary vibration.
Control method affects how the pump starts, accelerates, responds to load, and maintains stable output.
Some systems only require simple on/off control, while others benefit from PWM control, voltage regulation, soft start, or closed-loop feedback.

Important control-related design points include:
• Pressure systems may need smoother valve-switching response
• Suction systems may require controlled negative pressure
• Spray systems need stable airflow consistency
• Battery-powered devices benefit from voltage regulation
• Noise-sensitive products may require adjustable speed control
Good control design can improve both user experience and long-term pump reliability.
How Can These Facts Match a More Suitable JSG Micro Pump Direction?
A successful micro pump product design does not always require the strongest pump. It requires a pump platform that matches the actual load, pressure range, vacuum requirement, duty cycle, installation space, and noise target.
JSG DC PUMP provides different miniature pump directions for OEM applications, including air pumps, vacuum pumps, diaphragm pumps, and piston pumps.

| Design Requirement | More Suitable Pump Direction | Typical JSG Reference |
| Compact airflow or moderate pressure support | DC diaphragm air pump | BD-03A / BD-04A series |
| Compact suction or negative pressure | DC diaphragm vacuum pump | BD-03V / BD-04V series |
| Longer lifetime and stable repeated operation | Brushless diaphragm pump | BD-03AB/VB, BD-04AB/VB |
| Higher pressure or stronger vacuum demand | Miniature DC piston pump | BD-07 / BD-08 series |
| Portable medical, beauty, or sampling equipment | Low-noise compact pump platform | Selected by flow, vacuum, pressure, and duty cycle |
| OEM system with special media or structure limits | Customized voltage, material, connector, or control option | JSG engineering support |
Conclusion
Successful micro pump product design is not only about selecting a pump with the highest airflow or vacuum specification. In OEM applications, real performance depends on how well the pump matches the complete system, including back pressure, sealing, tubing resistance, motor type, material compatibility, heat control, and operating conditions. Early testing under real working environments can help improve long-term stability, reduce redesign costs, and support more reliable product performance before mass production.
With more than 20 years of engineering experience, JSG DC PUMP provides OEM support for miniature diaphragm pumps, vacuum pumps, air pumps, and piston pump solutions for medical, laboratory, beauty, gas sampling, and portable industrial equipment. For micro pump selection or customization support, contact JSG DC PUMP at admin@dc-pump.com.
