You selected a micro pump that perfectly matches your target vacuum on the datasheet. But in the real world, it struggles to perform, fails at high temperatures, or can’t overcome minor system variations, making your product unreliable.
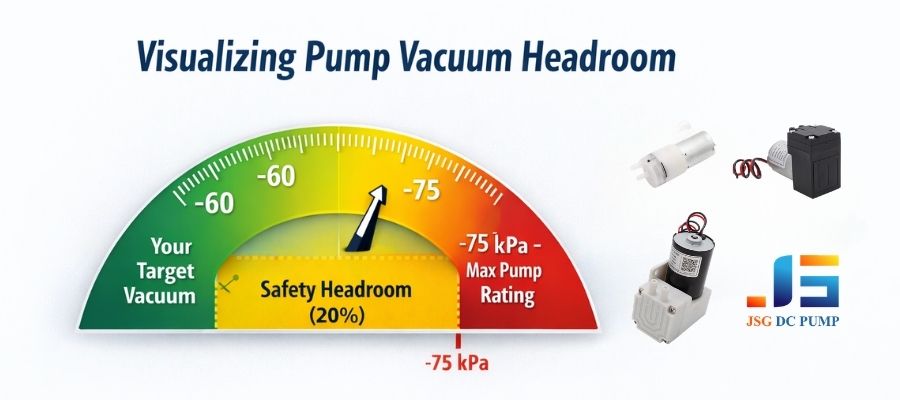
As a general rule, a micro vacuum pump needs 15-25% pressure headroom. This means if you require a stable -60 kPa vacuum, you should select a pump rated for a maximum of -70 to -75 kPa to ensure reliable performance across all operating conditions.
In my 22 years as a JSG engineer, I’ve seen more projects struggle from a lack of performance margin than from almost any other issue. The datasheet represents a pump’s performance under perfect lab conditions: stable room temperature, ideal voltage, and zero leaks. Your product, however, lives in the messy, unpredictable real world. Headroom isn’t about over-engineering; it’s about building in the resilience your system needs to be reliable day in and day out.
What Are the Risks of Having Too Little Headroom?
You’re trying to save money and space, so you’ve chosen a pump whose maximum vacuum rating is exactly what your application requires. What could possibly go wrong?
Operating a pump at its absolute limit means any small, negative change in conditions—like higher temperatures, lower voltage, or simple component wear—can cause your system to fail to meet its required vacuum level.
Think of it like driving your car with the engine constantly at its redline. It might work for a while, but it’s stressed, inefficient, and has zero reserve power to handle a hill. The same is true for a micro pump. When a pump operates at 100% of its maximum rated vacuum, it has zero flow. It is effectively stalled. If even a tiny factor reduces its performance, the vacuum level will drop immediately.
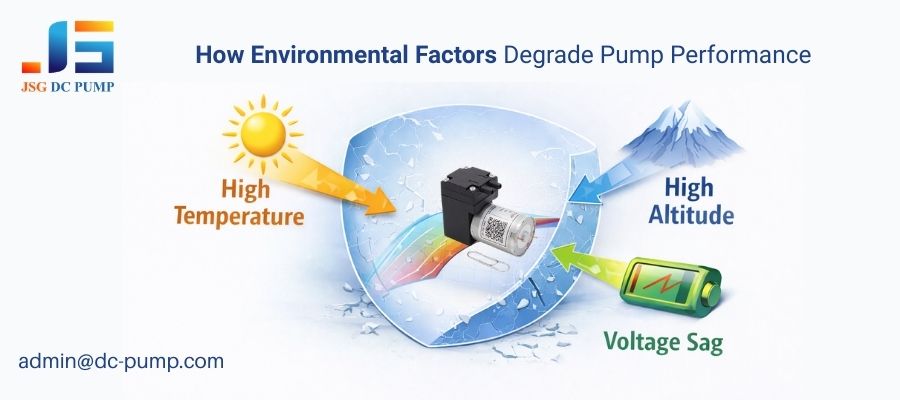
Real-World Factors That Erode Performance
- Temperature: As a pump heats up, both from its own operation and the ambient environment, the motor’s efficiency can decrease, and the diaphragm material may become slightly more pliable. This can cause a 5-10% drop in maximum achievable vacuum.
- Altitude: At higher altitudes, the starting atmospheric pressure is lower. This reduces the pressure differential the pump can create, lowering its effective vacuum level relative to sea level.
- Voltage Fluctuations: If your power supply voltage sags even slightly under load, the pump motor will run slower, directly reducing its performance.
- Component Wear: Over thousands of hours of operation, parts like valves and diaphragms will wear down. A brand-new pump might hit -80 kPa, but after 3,000 hours, its max might be -75 kPa. Headroom accounts for this graceful degradation.
Without headroom, your brand-new device might work perfectly in your lab in winter, but then fail for a customer using it in a warmer climate during the summer.
Are There Downsides to Having Too Much Headroom?
You’ve been burned by under-performance before. Now, you’ve decided to use a -90 kPa pump for your -30 kPa application, thinking more is always better.
Yes, excessive headroom leads to unnecessary costs, increased size and weight, higher power consumption, and more noise. You are using a sledgehammer to crack a nut, which is inefficient and creates new system design problems.

Choosing the right pump is about finding a balance. While too little headroom is risky, too much is simply poor engineering. I often advise clients against a “bigger is better” mindset. At JSG, we have over 300 pump prototypes precisely so we can find the one that fits the application perfectly, not just one that wildly overshoots the target. The goal is to find the most efficient and elegant solution.
The Costs of Over-Specification
| Factor | Consequence of Excessive Headroom | Why it Matters |
|---|---|---|
| Physical Size & Weight | Higher-vacuum pumps are physically larger and heavier to accommodate more robust motors and larger pump heads. | This is critical for portable, wearable, or space-constrained devices. |
| Power Consumption | A more powerful pump will almost always draw more current, even when regulated to a lower output. The motor is simply less efficient when operating far from its peak performance point. | For battery-powered devices, this can drastically reduce runtime. |
| Noise & Vibration | Larger pumps running at partial capacity can sometimes be noisier and produce more vibration than a smaller pump running optimally. | This directly impacts user experience, especially in medical or consumer products. |
| Unit Cost | A pump rated for -90 kPa will be more expensive than one rated for -40 kPa due to the more powerful motor, stronger materials, and tighter manufacturing tolerances required. | This directly affects your product’s Bill of Materials (BOM) and final sale price. |
Your goal is to have enough headroom to be reliable, but not so much that it compromises the other design goals of your product.
How Do System Leaks Influence Your Headroom Calculation?
You believe your system is perfectly sealed, so you’ve chosen a pump with minimal headroom, focusing only on the target holding pressure.
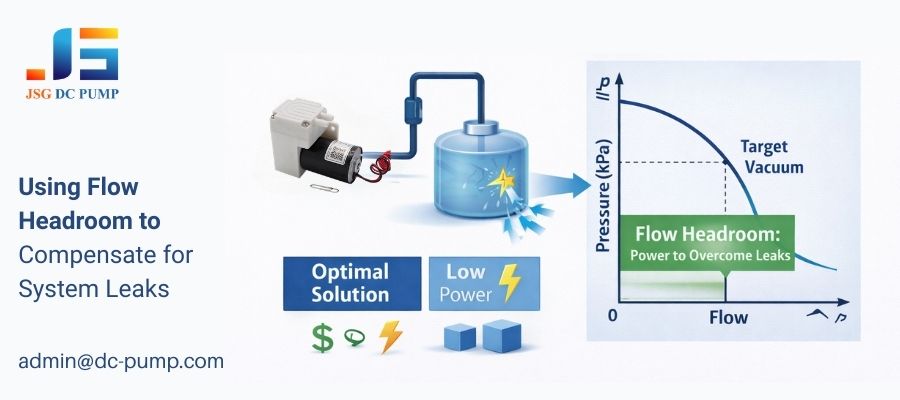
No system is perfectly sealed forever. Micro-leaks from aging seals or loose fittings are inevitable. Your pump needs enough flow headroom at the target vacuum to overcome these leaks and maintain pressure, a different factor from pressure headroom.
This is a critical distinction that many designers miss. They only look at the pump’s maximum vacuum spec. However, a pump that can reach -80 kPa but has very little flow at -60 kPa is less useful for a leaky system than a pump that maxes out at -75 kPa but has a strong, steady flow at -60 kPa.
Micro Pump Pressure vs. Flow Headroom
- Pressure Headroom: This is the difference between the pump’s maximum possible vacuum and your target vacuum. This margin gives you resilience against environmental factors. It answers the question: “Can the pump reach the target pressure under worst-case conditions?”
- Flow Headroom: This is the pump’s remaining flow rate (in L/min) after it has reached your target vacuum. This capacity is used to actively remove any air that leaks into the system. It answers the question: “Can the pump hold the target pressure stable over time?”
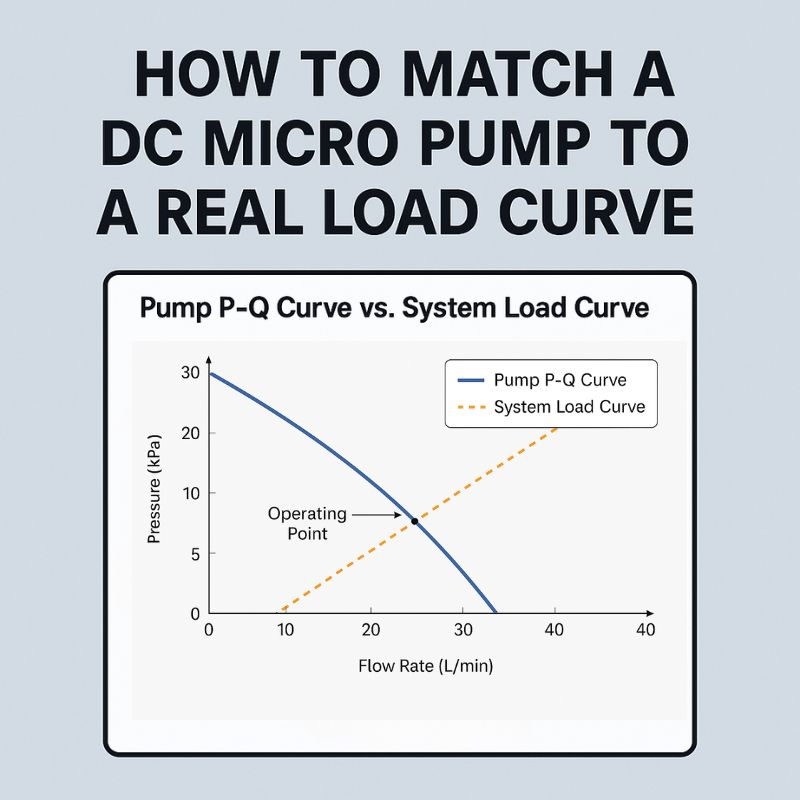
A pump running at its absolute maximum vacuum has zero flow, meaning it has zero capacity to fight leaks. For any real-world system, you must consult the pump’s P-Q (Pressure-Flow) curve. Ensure that at your target vacuum level, the pump still provides a non-zero flow rate. The leakier your system might be, the more flow you’ll need.
What if Your Application Has a Dynamic Load?
Your mini pump is used for a pick-and-place application, where it needs to create suction on objects of different sizes and porosity in rapid succession.
For dynamic loads, consistent cycle time and pull-down speed are more important than the ultimate vacuum level. You need significant flow headroom to evacuate the air volume quickly and overcome “impact leaks” when a suction cup first makes contact with a surface.
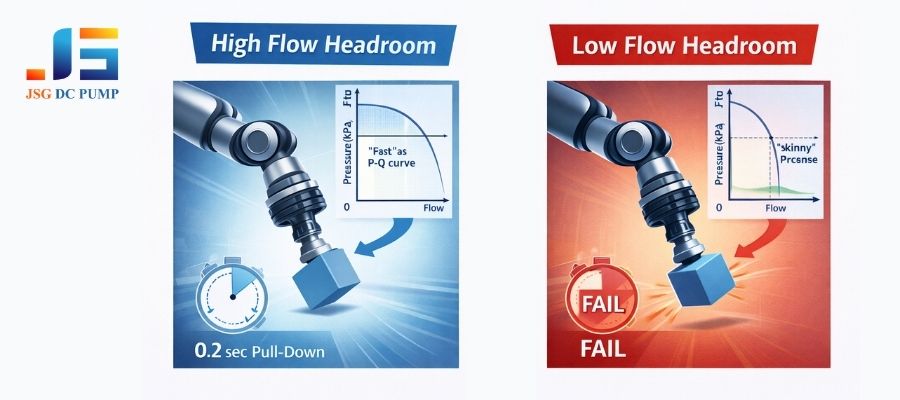
This is a very different scenario from holding a static vacuum in a sealed chamber. Here, speed is everything. The time it takes to go from atmospheric pressure to your target vacuum is called the “pull-down time.” This time is almost entirely dependent on the pump’s flow rate.
Engineering for Speed and Responsiveness
- Focus on the P-Q Curve: Don’t just look at the max vacuum. Look at the flow rate across the entire range from 0 kPa to your target vacuum. Micro pump with a “fatter” curve will have a higher average flow rate and thus a faster pull-down time.
- Account for Impact Leaks: When a suction cup hits a surface, it’s never a perfect seal instantly. For a few critical milliseconds, there’s a huge leak as the cup settles. A pump with high flow can overpower this initial leak and establish a seal quickly. A low-flow pump might fail to grab the object at all.
- Consider an Air Reservoir: For very fast-acting systems, a common technique is to have the pump maintain a vacuum in a small reservoir tank. When suction is needed, a valve opens, connecting the reservoir directly to the suction cup. This provides an “instant” vacuum, and the pump’s job is simply to recharge the reservoir between cycles. This design requires a pump with enough flow headroom to recharge the reservoir before the next cycle begins.
For dynamic applications, I would recommend focusing on a pump that has a strong flow rate at your target pressure, even if its maximum vacuum rating isn’t dramatically higher.
How Do You Calculate the Right Amount of Micro Pump Headroom?
You understand the influencing factors, but you need a concrete, numerical rule of thumb to apply to your pump selection process.
Start with a 20% pressure headroom as a baseline. Then, adjust this number up or down based on a systematic evaluation of your specific application’s environmental conditions, potential for leaks, and load type.
Let’s turn this into a practical, repeatable process. As an engineer, I always prefer a system over a guess. Start with a baseline and then add margin for each potential risk factor in your design.
A Practical Headroom Calculation Table
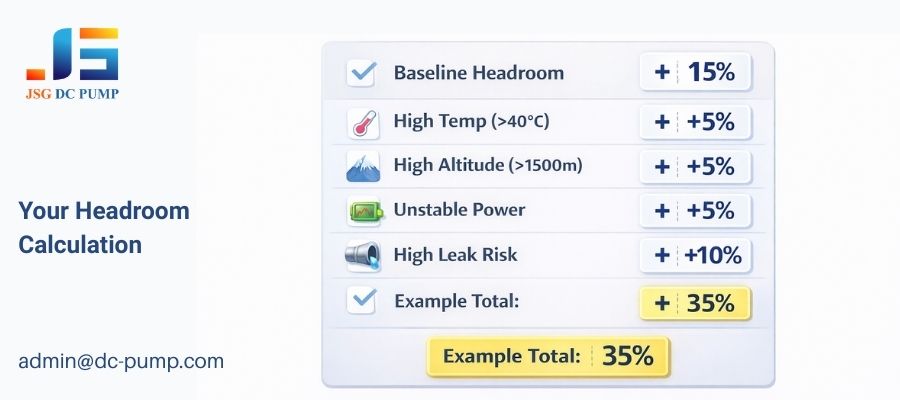
Start with a Baseline Headroom of 15%. Then add to it based on your conditions:
| Factor | Condition | Add to Headroom | Example Notes |
|---|---|---|---|
| Operating Temp. | Operates above 40°C (104°F) | +5% | High temps reduce performance. |
| Altitude | Operates above 1500m (5000ft) | +5% | High altitude reduces effective vacuum. |
| Power Supply | Battery-powered or unregulated | +5% | Accounts for potential voltage sag. |
| System Leaks | Contains many fittings; non-ideal seals | +10% | Requires significant flow to overcome leaks. |
| Lifespan | Requires >5,000 hours of continuous use | +5% | Accounts for long-term wear and tear. |
Example Calculation:
You need to hold -50 kPa in a battery-powered device that will operate up to 45°C and has several tube connections.
- Baseline: 15%
- High Temp (>40°C): +5%
- Battery Power: +5%
- Multiple Fittings (Leak Risk): +10%
- Total Recommended Headroom: 35%
Calculation: -50 kPa * 1.35 = -67.5 kPa.
You should select a pump with a maximum rated vacuum of -70 kPa or higher. This systematic approach ensures you have a robust and reliable product.
So, What Is the Final Rule for Choosing Micro Pump Headroom?
You’ve analyzed all the factors and want a simple, final guideline for making your decision confidently.
Choose a micro pump where your required vacuum level falls within 75-85% of the pump’s maximum rated vacuum. This simple rule provides a built-in 15-25% headroom, which is the sweet spot for reliability, efficiency, and cost for most standard applications.
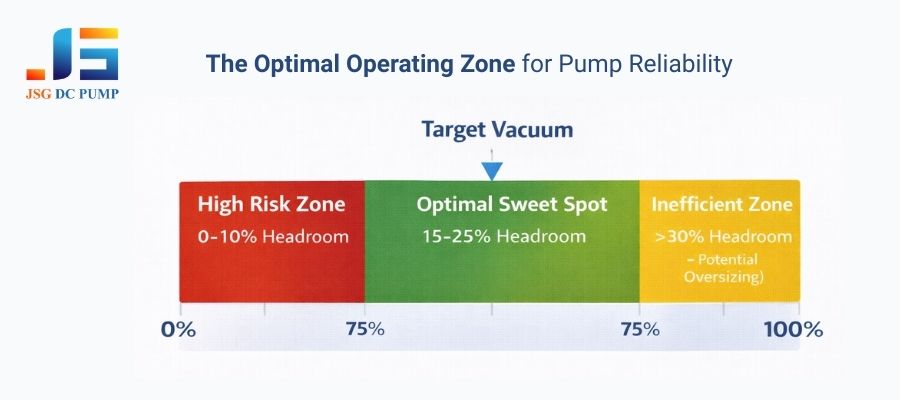
Ultimately, it comes down to this balanced zone. Operating a pump in this range ensures it isn’t straining at its limit, preserving its lifespan and guaranteeing performance even when conditions aren’t perfect. This is where the pump is still efficient and has enough reserve capacity to handle real-world variables without being excessively oversized.
Fine-Tuning the Rule
- Go for 30%+ Headroom if: Your application involves high temperatures, high altitudes, a high risk of leaks, or requires a very long operational lifespan. The extra margin is your insurance policy.
- Stay near 15% Headroom if: Your product operates in a controlled environment (e.g., indoor lab equipment), is mains-powered, has a very simple and well-sealed pneumatic path, and is highly sensitive to cost, size, or power consumption.
By following this guideline, you move from guessing to making an informed engineering decision, resulting in a more robust and reliable product. It’s the professional approach that we use at JSG every day to help our customers succeed.
Conclusion
Choosing the right vacuum headroom means balancing reliability against efficiency. Start with a 15-25% margin and adjust for your specific application. Need help finding that perfect balance? Contact us at admin@dc-pump.com.