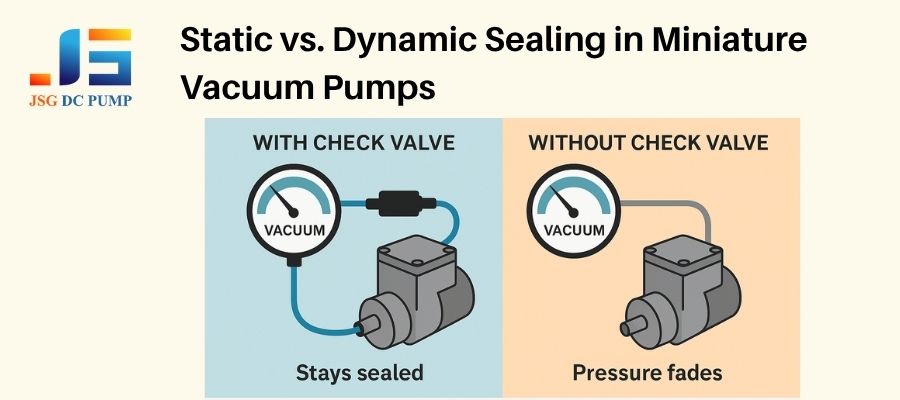
Your pump works hard to create a deep vacuum, but the moment you cut the power, the pressure begins to fade away. This isn’t a defect; it’s a fundamental limit of the miniature vacuum pump’s internal design.
A check valve is critically important because a pump’s internal rubber valves cannot hold pressure when the power is off. They are dynamic seals that require motion; an external check valve provides the static seal needed to lock in vacuum.
In my 22 years as a pump engineer, this is a concept that, once understood, changes how people design their systems. The tiny rubber valve flaps inside your dc vacuum pump are brilliant at directing airflow when the motor is running. However, once the pump stops, the forces of suction and pressure that hold them shut disappear. They relax, and the vacuum slowly bleeds away. To create a truly stable system, you need a component designed specifically to solve this problem: an external check valve.
Why Can’t A Miniature Vacuum Pump Internal Valves Hold Pressure?
If a miniature vacuum pump has its own inlet and outlet valves, why don’t they keep the vacuum sealed when the power is cut? What is happening inside the pump head at rest?
A pump’s internal valves are flexible rubber parts that rely on the dynamic forces of suction and pressure from the moving diaphragm to seal. When the pump stops, these forces vanish, the valves relax, and they can no longer hold pressure.
Think of the internal valves as swinging doors in a busy hallway. While people (air) are actively being pushed through in one direction, the doors work perfectly to manage the flow. But if you stop the traffic and want to seal the hallway, those swinging doors won’t do the job. You need a deadbolt lock.
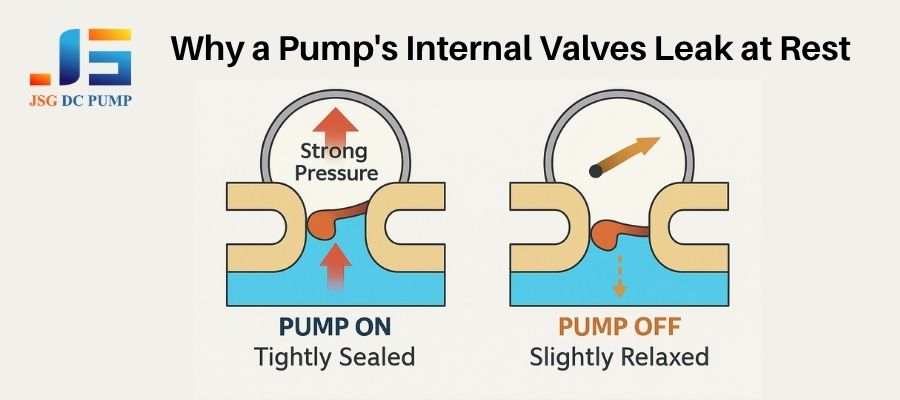
- Pump ON (Dynamic State): The diaphragm is in constant motion. On the intake stroke, strong suction pulls the inlet valve open and slams the outlet valve shut. On the exhaust stroke, strong pressure slams the inlet valve shut and forces the outlet valve open. The seal is powerful but temporary.
- Pump OFF (Static State): The motion stops. There is no active suction or pressure holding the soft rubber valves in place. They return to a neutral, relaxed state which is not perfectly sealed. Air molecules will slowly seep past them, and your vacuum will degrade. This is by design; they are built for high-speed cycling, not for a permanent static hold.
What is the Role of an External Check Valve?
If the pump’s internal valves are designed for a running state, what specific job does the external check valve perform in the air circuit?
An external check valve is an accessory designed for one job: to be a high-integrity static seal. It acts as a one-way gate that locks the negative pressure in the system, completely independent of the pump’s operational state.
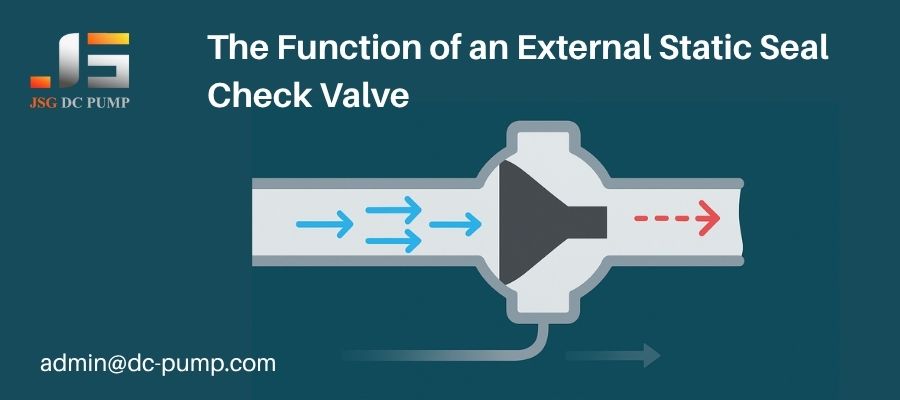
The external check valve is the “deadbolt lock” for your vacuum system. It is engineered with a more robust sealing mechanism, often a spring and a precisely molded poppet or diaphragm, that is designed to stay shut with minimal pressure. It takes over the job of holding the vacuum the instant the pump turns off. By adding this component, you are separating the task of generating the vacuum (the pump’s job) from the task of holding the vacuum (the check valve’s job). This division of labor is the key to a reliable and efficient pneumatic system.
In Which Applications is This Static Seal Critical?
Knowing that a negative pressure pump cannot hold a vacuum on its own, when does adding an external check valve become an absolute necessity for the design to function correctly?
A check valve is mandatory in any application where the vacuum must be maintained after the pump stops. This includes robotic gripping, medical suction, sample holding, and any battery-powered intermittent-use device.
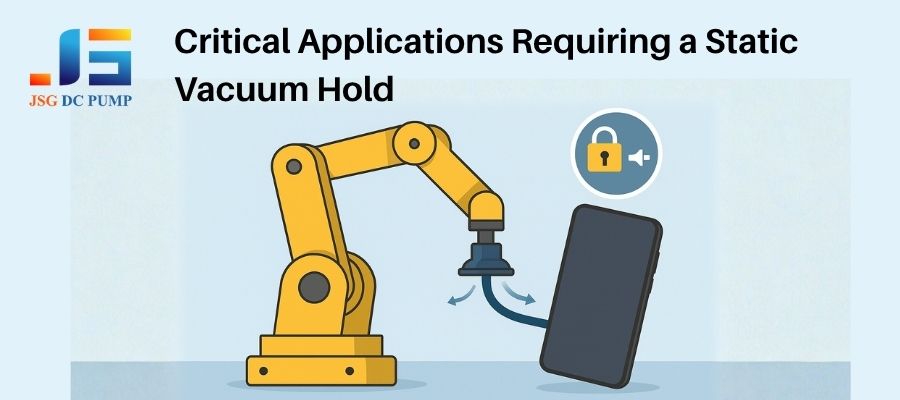
The inability of a pump’s internal valves to hold pressure makes an external check valve essential in many fields. I’ve seen systems fail until this component was added.
- Automated Handling: For pick-and-place robots, the check valve is a critical safety feature. It ensures the gripper doesn’t drop a valuable or heavy object when the pump turns off to save power.
- Medical Canisters: Devices for wound therapy or fluid collection must maintain a constant, steady negative pressure for long periods. A check valve guarantees this stability.
- Portable Devices: For any battery-operated mini air pump application, efficiency is paramount. The check valve allows the pump to run in short bursts to create vacuum, then shut off for long periods to conserve energy, knowing the pressure is securely held.
- Laboratory Analytics: When an instrument draws a precise sample volume using a vacuum, that vacuum must be stable. A check valve prevents any backflow or pressure loss that could compromise the measurement.
How Does a Check Valve Affect DC VacuumPump Lifespan and Efficiency?
Beyond just holding pressure, what are the long-term benefits of using a check valve? How does it make the entire system perform better over time?
By allowing the pump to shut down, a check valve drastically reduces total runtime, which saves power, lowers heat, and significantly extends the pump’s operational lifespan. The pump only works when it has to.
Imagine you had to constantly wiggle a door to keep it shut. That’s what a pump is doing when it runs continuously to fight the inherent leak of its own internal valves. It’s incredibly inefficient. I helped a client with a portable device whose pump was failing after just a few months. The pump ran constantly to hold a -40 kPa vacuum.
By adding a simple external check valve, the pump’s duty cycle changed from 100% to less than 5%. It would run for a few seconds every 10 minutes. This not only solved their battery life problem but also extended the pump’s expected lifespan by more than twenty times.
How Can You Tell if Your Check Valve Has Failed?
Your system is now losing vacuum when the pump is off. How do you know if the external check valve is the culprit, or if something else is wrong?
A failing external check valve is the most likely cause if your system reaches its target vacuum while the pump is running but loses it quickly once the pump stops. It is a failure of the static seal.
This diagnostic process is very straightforward.
- Observe the system with the pump running. Does it pull a strong, deep vacuum as expected? If yes, your dc vacuum pump and its internal valves are likely working correctly in their dynamic state.
- Turn the pump off. Watch the pressure gauge. Does the pressure hold, or does it start to rise immediately? If it drops, the leak is happening in the static part of your system. The most common point of failure is the external check valve. It could be contaminated with debris, its seal could be worn, or it may have been damaged. This simple test isolates the problem to the component designed for static sealing.
What Makes a Good Check Valve for a Vacuum System?
You are ready to add one to your design. What key features should you look for to ensure it performs well in a negative pressure application?
A high-quality check valve for vacuum applications must have a very low cracking pressure, a high flow rate to avoid restricting the pump, and be made of materials suitable for the operating environment.
When selecting a check valve, don’t just choose any model. Focus on these three performance metrics for vacuum circuits:
- Low Cracking Pressure: This is the #1 priority. It’s the tiny amount of suction needed to open the valve so the pump can draw air through it. If this is too high, it effectively reduces your pump’s maximum vacuum capability. Look for cracking pressures well below 1 PSI.
- High Flow Coefficient (Cv): A restrictive check valve acts like a clog in your air line. It will slow down your pump-down time and make the pump work harder. Ensure the valve’s orifice is appropriately sized for your pump’s flow rate.
- Durable, Compatible Materials: The seal is everything. Ensure the elastomer (like FKM or Silicone) can handle the temperature and any chemical vapors in your system. A good seal is a long-lasting seal.
Conclusion
A pump’s internal valves are designed for generating vacuum through continuous motion.
An external check valve, on the other hand, ensures vacuum is held statically when the pump stops.
Understanding this critical distinction allows engineers and integrators to build systems that are efficient, reliable, and long-lasting.
🔧 At JSG DC PUMP, we specialize in miniature vacuum pumps and compatible high-performance check valves tailored for industrial and medical applications.
📩 Need technical support or customization advice?
Contact our team at admin@dc-pump.com – we’re here to help you build a smarter vacuum system.